To Hold Effectively
Toolholders were designed for mounting cutting tools reliably. They also facilitate the torque transmission from a machine spindle to a rotating tool. It has been a long time since we have heard of any significant changes in toolholding, which may suggest we are behind in innovation. Indeed, well-established tool clamping principles, the need for wide interchangeability and unification, and normalized designs of machine tool adaptations have resulted in well-defined standards, which specify detailed toolholder parameters. But this doesn’t mean that new innovations and development is over.
Time puts new demands on machining, which has transformed to new requirements for machine tools, and, consequently, to cutting tools and toolholders – both elements of a chain that enables recognition of machine tool capabilities possible when a machining part of a surface. The toolholder relates to the most "conservative" link of the chain and has undergone fewer revolutionary changes for the noted reasons. Nevertheless, the spirit of the time and modern trends in metal cutting has not surpassed.
Obviously, the INDUSTRY 4.0 philosophy has had a serious impact on toolholding. Smart manufacturing of tomorrow demands intelligent toolholders to exchange data in the formed Internet of Things (IoT). This will lead to creating new information capabilities of toolholders by adding more and more electronic units. Even today, built-in chips provide various data about a toolholder that communicates with machine tools, industrial robots, storage devices, and more.
Adding a new data function is no doubt an extremely important direction in toolholding development. However, it does not cancel the common way of an improved mechanical design, which may look a little bit prosy when compared to the enthusiastic data intelligence of smart tooling. However, it should be noted that a traditional development component that relates to toolholders as mechanical systems to advance, is very far from coming to a dead-end.
Recent improvements in toolholder designs are distinctly seen in the following areas.
1. Heat-shrink chucks
High-speed machining (HSM) methods have brought tool balancing requirements to new heights. In HSM, the dynamic characteristics of a tool cannot be separated from a toolholder, and a particular focus must be given to the assembly on the tool and the toolholder. Hence, minimizing the unbalance of such an assembly is one of the challenges tool developers face. They have tried to guarantee the required balance parameters at the design stage before production. This engineered balance design cannot replace "physical" balancing of a real assembly, but it substantially diminishes the mass unbalance of a future product and makes "physical" balancing much easier. Axisymmetric heat-shrink chucks optimally meet the requirements of a balanced toolholder for HSM already in the design stage. This explains why the advance of heat-shrink chucks is of priority.
2. Coolant supply
A pinpointed coolant supply through a tool body, when a coolant flow is directed to a cutting zone, significantly improves machining performance. The industry requires more advanced toolholders with inner supply options, especially for machining with high pressure cooling (HPC).
3. Modular quick-change tooling
A modular design principle considerably simplifies finding the optimal configuration of a tool assembly and diminishes requests for special tools.
4. Long-reach applications
Long-reach machining applications, which require high overhang of a tool assembly, feature poor stability. Increasing vibration strength of the assembly is one more trend of toolholder development.
5. Polygonal taper connection
The ISO-standardized polygonal taper adaptation has proven itself and become common in multitasking machines and turning centers.
These are only a few of the high-profile directions for developing toolholders. The others are focused on a high-torque transmission, preventing tool pull-out because of the high axial component of the cutting force, increasing accuracy, more ergonomic solutions, etc. Therefore, the conclusion of a seemingly stagnation in the mechanical design of toolholders is incorrect.
By use of example, let's consider the newest releases of toolholding by ISCAR over the past few years.
Recently, ISCAR expanded its family of heat-shrink holders by adding new chucks with C8 polygon taper shank. The chucks offer several bore sizes from 6 to 32 mm (.25-1.25"). The introduced products feature coolant channels along the chuck bore to provide effective coolant supply to the cutting edge of a clamped tool (Fig. 1).
Due to increasing popularity of the polygon taper adaptation, ISCAR has developed a new tool family for external and internal turning and threading applications (Fig. 2). A modular concept of the family enables various tool assemblies using a wide range of cutting heads with indexable inserts that are mounted on toolholders with polygon taper shanks by serration-face connection.
What else can be new in ER spring collets? Tool manufacturers have developed a rich variety of precise collets that offer coolant supply capability. For example, ISCAR's new updated ER rubber sealed collets with an extremely narrow collapse range ensure better clamping force, maintain high runout accuracy of 0.005 mm (.0002"), and facilitate 4 cooling jets (Fig. 3).
ISCAR's integral collets, tools with a tapered shank for direct mounting in ER chucks, are accurate and rigid tools, and are considered toolholders themselves: the front of the collet has its own adaptation for mounting cutting heads with indexable inserts or are fully made from cemented carbides.
Hydraulic chucks ensure high gripping torque that is vital for heavy-duty machining. During the last years, ISCAR extended its product range of hydraulic chucks, and they are now available with BT-MAS, DIN 69871, and HSK shanks. In addition to a high-torque transmission and fast tool-change capabilities, the hydraulic chucks are characterized by excellent vibration damping properties and high accuracy.
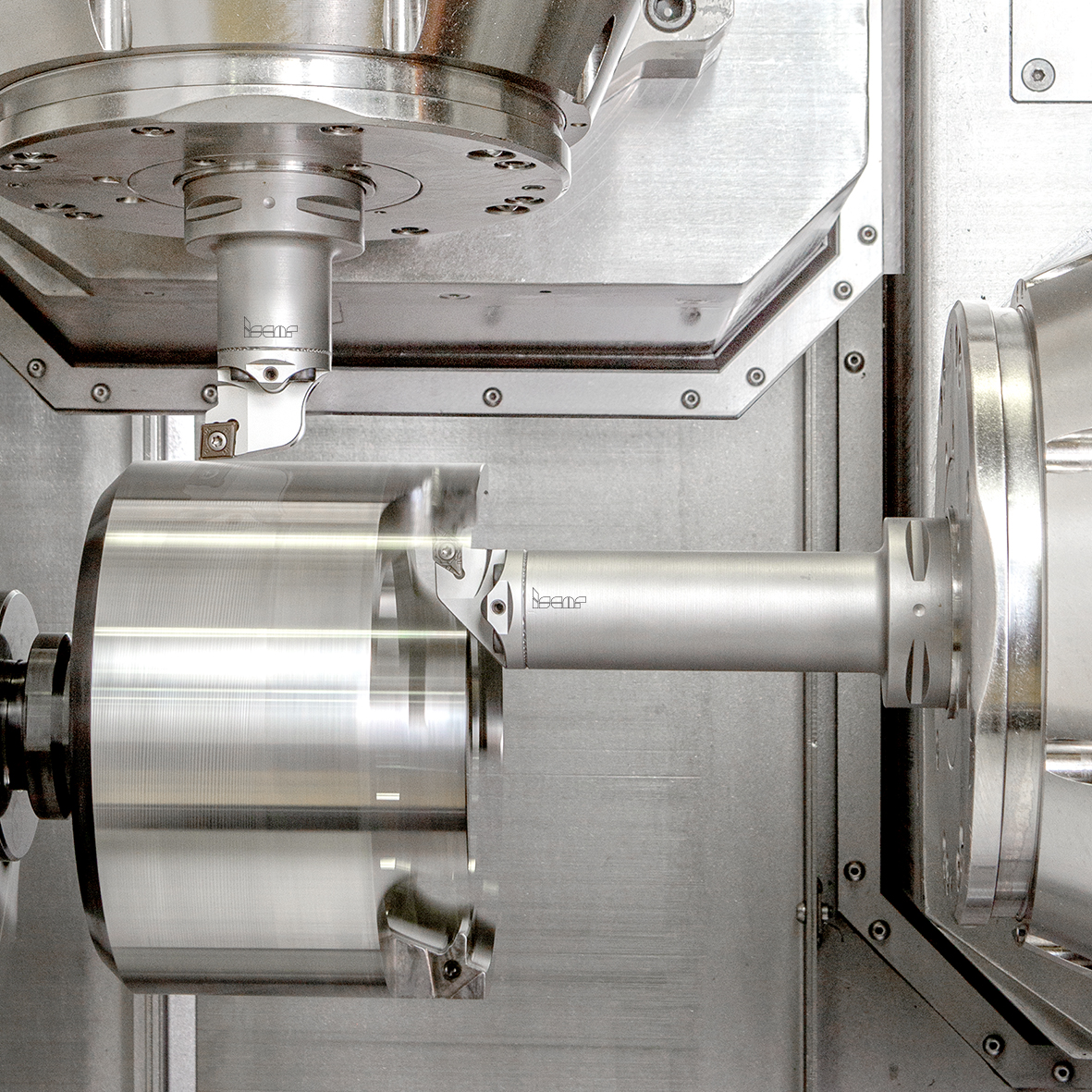
ISCAR developed a system of quick-change assembled tools specifically for turning aluminum wheels. A tool assembly comprises of a cutting head and a holder. The head is mounted on the holder by use of a dovetail connection. The dovetail mechanism assures full-face contact between the holder and the head with very high clamping forces and can resist tough cutting conditions when turning the wheels. The holders are produced with VDI40, VDI50 or round shanks (Fig. 4).
We can see that progress in toolholding is far from exhausting the resources of advanced designing. Although high-quality toolholders have reached the right level of performance to meet the needs of today’s manufacturers, the smart factory of tomorrow demands an even higher level. Intelligent design, in combination with progressive technology, continues to play a key role in toolholding improvement.
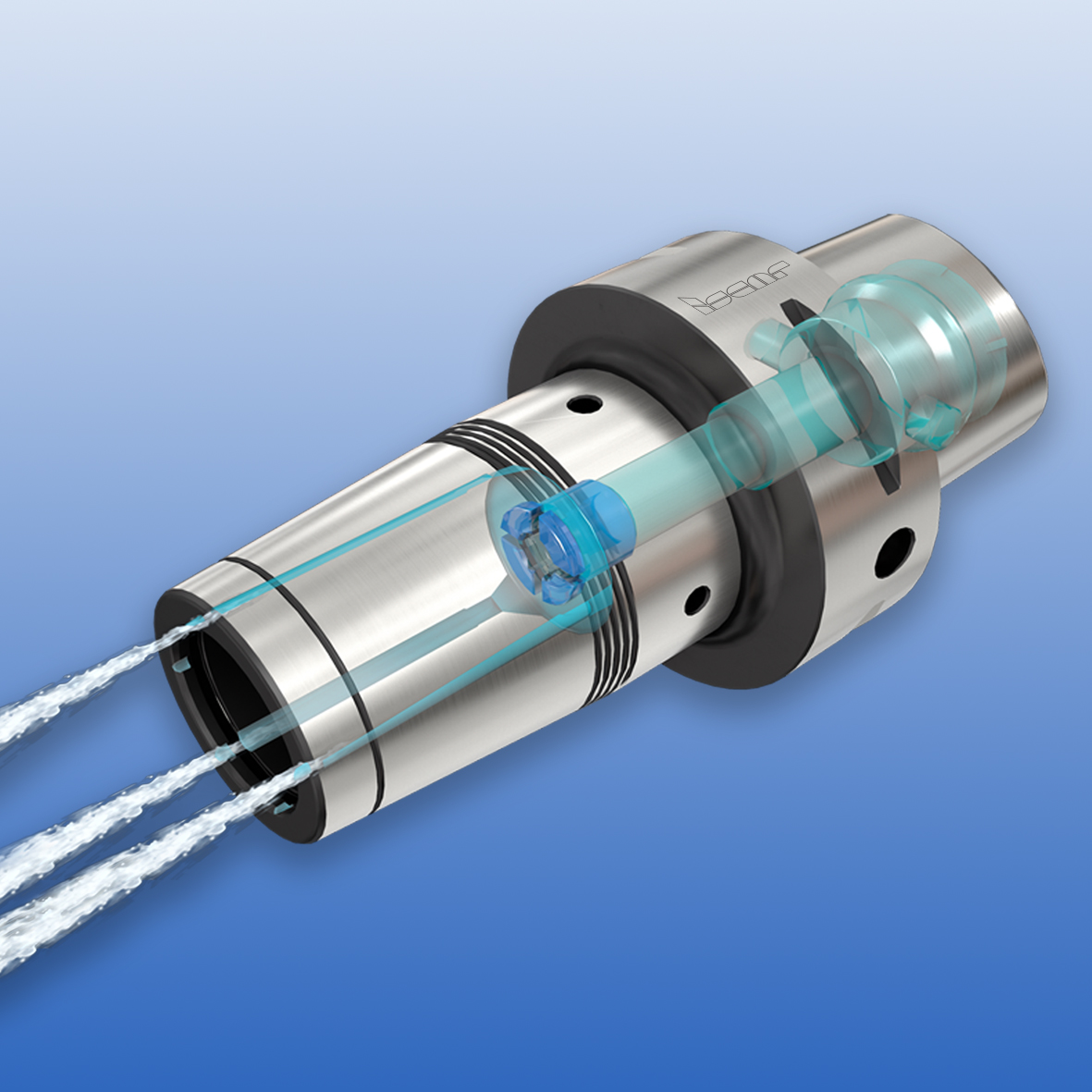 [Fig. 1- A heat-shrink chuck with polygonal taper shank features internal coolant supply capability.]
[Fig. 1- A heat-shrink chuck with polygonal taper shank features internal coolant supply capability.]
 [Fig. 2- Combining exchangeable heads and toolholders in modular assemblies simplifies tool customizing.]
[Fig. 2- Combining exchangeable heads and toolholders in modular assemblies simplifies tool customizing.]
 [Fig. 3- ER collets with cooling jets.]
[Fig. 3- ER collets with cooling jets.]
 [Fig. 4- Quick-change tooling for turning aluminum wheels.]
[Fig. 4- Quick-change tooling for turning aluminum wheels.]